
DELTA-F
Disc and Plug Cutter(Product Line 1616):
The problem is very old: The tree has knots and after its felling and further processing to solid wood these knots disturb the image of a homogenous grain.
 For a long time it was already known that the wood of the knots behaves differently from the surrounding solid wood.
Carpenters with lot of experience knew that in course of time these knots can fall out of the furniture and they leave unwanted holes.
And so a clever mind invented a tool that actually consisted of a circular cutting ring. The result was a wooden plug inside the tool. When drilling a knot with a Forstner drill bit for example,
For a long time it was already known that the wood of the knots behaves differently from the surrounding solid wood.
Carpenters with lot of experience knew that in course of time these knots can fall out of the furniture and they leave unwanted holes.
And so a clever mind invented a tool that actually consisted of a circular cutting ring. The result was a wooden plug inside the tool. When drilling a knot with a Forstner drill bit for example,
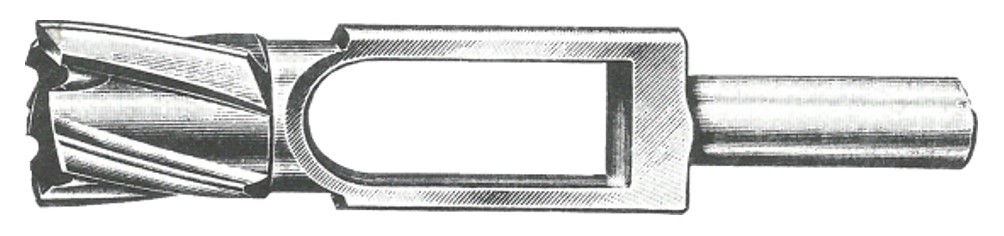 you could put into the resulting hole ideally this self-made wood plug. We do not know exactly when all this happened. But the FAMAG catalogue from 1899 (!) already contained these tools,
which were later defined precisely by DIN 7489.
you could put into the resulting hole ideally this self-made wood plug. We do not know exactly when all this happened. But the FAMAG catalogue from 1899 (!) already contained these tools,
which were later defined precisely by DIN 7489.
In today’s practice, drillings in wood and wood-based materials are often closed again. For example a hidden screw connection, which shall not be visible afterwards.
 These screw connections are also common in boat building of wooden boats and ships. Noble woods with the finest surfaces are used here. But it may also happen that a damaged spot in the wood has to be repaired.
These screw connections are also common in boat building of wooden boats and ships. Noble woods with the finest surfaces are used here. But it may also happen that a damaged spot in the wood has to be repaired.
 This can be caused by a knot or a damage. Furthermore we find concealed screw connections in modern timber construction, canopies, hall constructions and so on.
This can be caused by a knot or a damage. Furthermore we find concealed screw connections in modern timber construction, canopies, hall constructions and so on.
Finished plugs in a small selection of wood species can be purchased in different diameters in the market. But what, if the wood grain should be visually as uninterrupted as possible? In these cases it is very easy to make them by yourself with the FAMAG disc and plug cutter. A large number of different diameters are available as standard items from our stock. Also larger diameters over 50 mm are no problem.
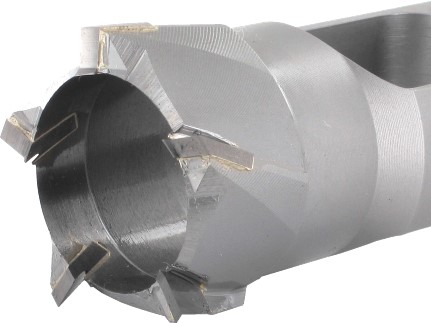
FAMAG disc and plug cutters are made of the fully ground. This is the only way to receive a perfect run-out, which is indispensable for the dimensional accuracy of the plugs!
 The blanks are milled from the finished turned parts and subsequently hardened. This is the first challenge – in any case a hardening distortion has to be avoided. Today, FAMAG uses a robot which,
together with a thermal camera, guarantees continuous hardness with minimum distortion. A CNC machine grinds the elaborate head geometry by computer.
The main cutting edges and the peripheral cutting edges are ground twice.
The blanks are milled from the finished turned parts and subsequently hardened. This is the first challenge – in any case a hardening distortion has to be avoided. Today, FAMAG uses a robot which,
together with a thermal camera, guarantees continuous hardness with minimum distortion. A CNC machine grinds the elaborate head geometry by computer.
The main cutting edges and the peripheral cutting edges are ground twice.
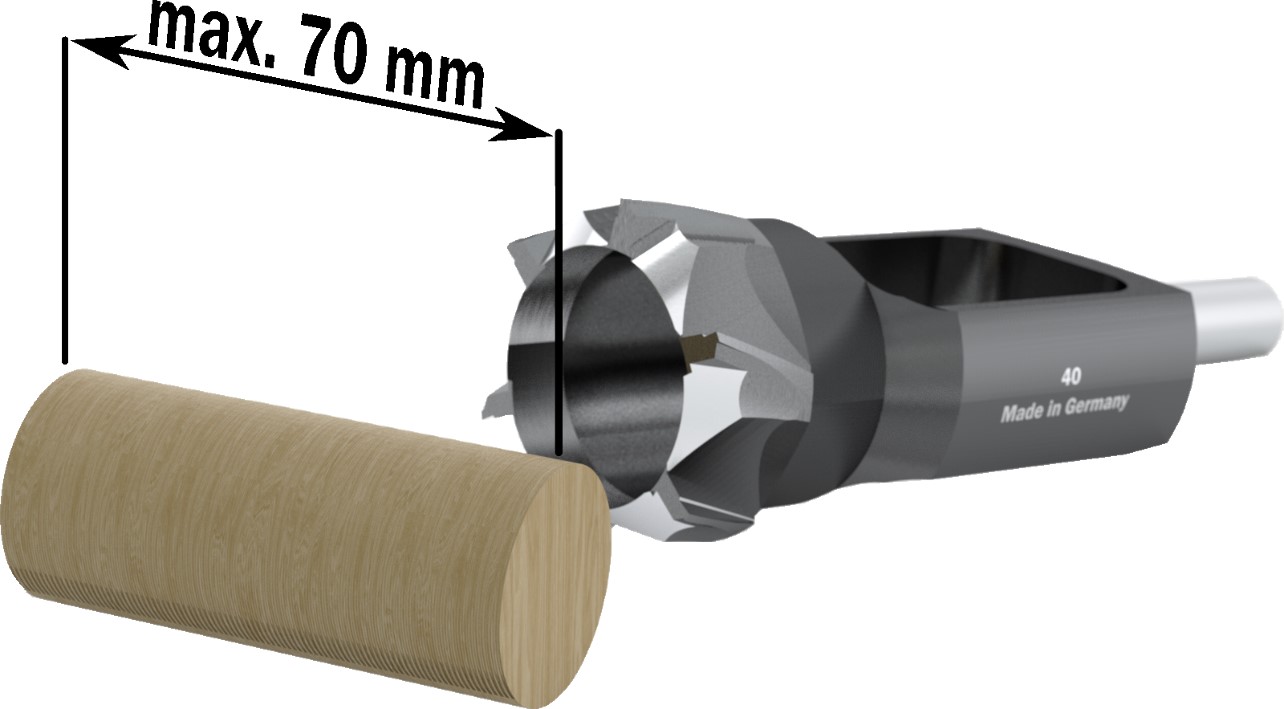
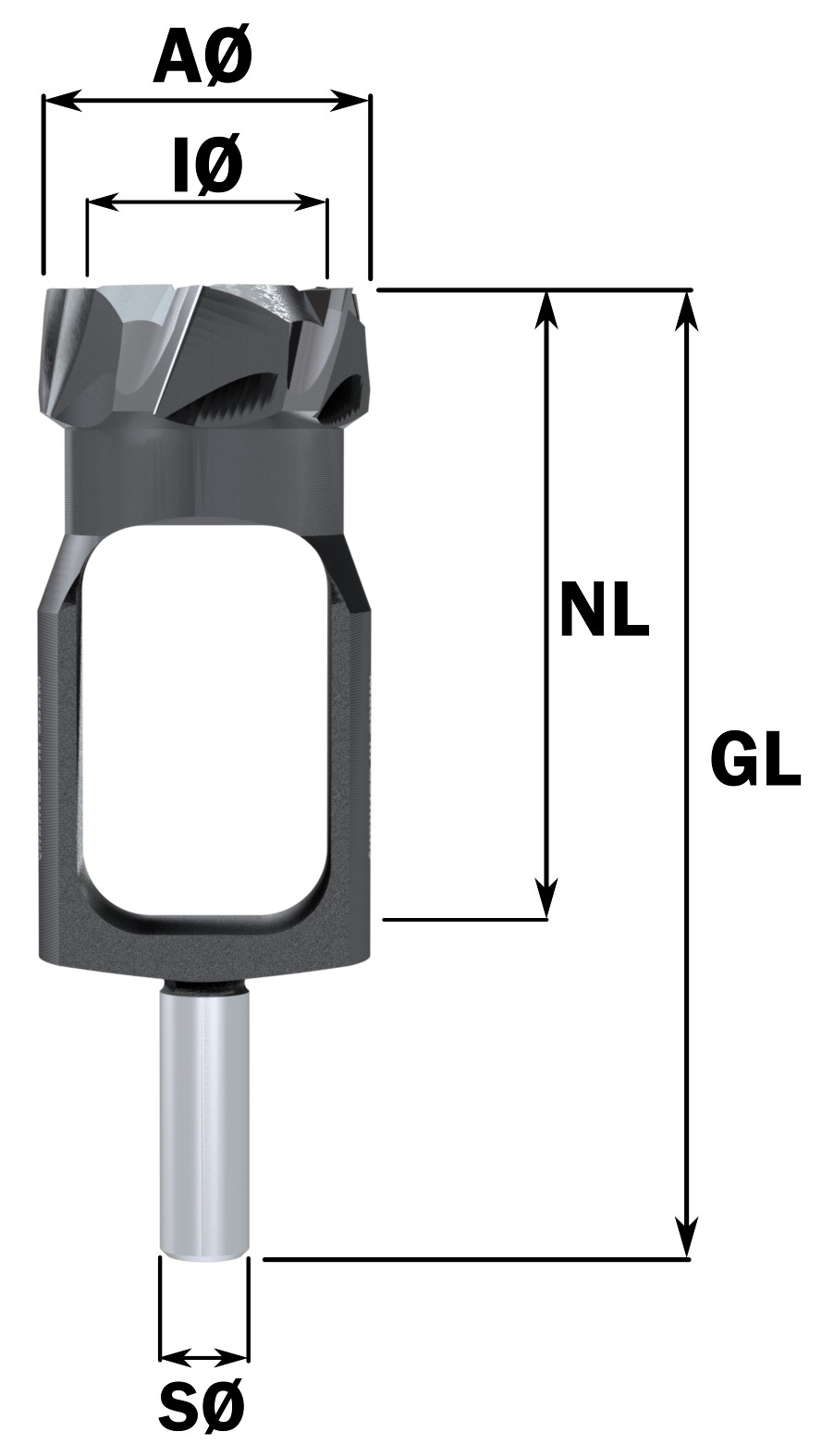
 Of course the FAMAG plug cutters are fitted with taper taps so that the resulting plug has an extremely clean edge and is later almost invisible in a drilled hole. The maximum effective length is 70 mm,
which means that you can create plugs of this length.
Of course the FAMAG plug cutters are fitted with taper taps so that the resulting plug has an extremely clean edge and is later almost invisible in a drilled hole. The maximum effective length is 70 mm,
which means that you can create plugs of this length.
The tools with diameters up to 35 mm are produced with a 13 mm shank. All dimensions above have a cylindrical 16 mm shank due to stability reasons. With 30 different individual dimensions in the metric range,
we manufacture all common dimensions. The smallest diameter is 6 mm and the largest 80 mm! Also special sizes like 11, 13 mm etc. and some INCH sizes are standard items at FAMAG and available from stock.
 Please contact us in case you need a special size, we are at your disposal.
Please contact us in case you need a special size, we are at your disposal.
Disc and plug cutters are for stationary use only and find their application in the box column drill. With this background the disc cutters have cylindrical shanks. Depending on the size of workpiece,
 we recommend clamping the wooden plate firmly during processing. Use a wooden base to prevent the disc cutter from being damaged by the drill table after the work is done.
we recommend clamping the wooden plate firmly during processing. Use a wooden base to prevent the disc cutter from being damaged by the drill table after the work is done.
 For a tool diameter of 15 mm we recommend a speed of 1.000 rpm. The maximum length of the plug of 70 mm can be produced without lateral ejection from the disc cutter.
For a tool diameter of 15 mm we recommend a speed of 1.000 rpm. The maximum length of the plug of 70 mm can be produced without lateral ejection from the disc cutter.
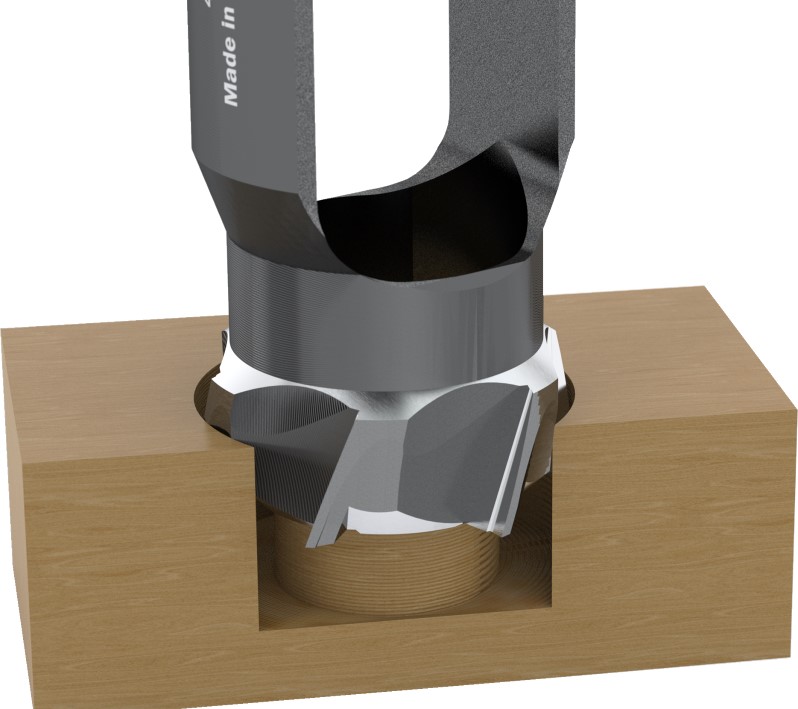
Disc and plug cutters look like simple tools, but technically they are not at all. Unlike cylinder boring bits the chip spaces are very limited. As a result,
 chip removal cannot be as perfect as with a Bormax® for example. For best results,
position the disc cutter on the edge of the workpiece so that the resulting circular ring is open at the side and chip ejection can be made laterally.
This trick will help your disc cutter to “keep a cool head” and will lead to a significantly longer service life. The WS tools (alloyed tool steel) are ideal for working in soft wood.
With the above mentioned trick, you can also use the disc cutter in European hard wood. For exotic hard wood we offer a carbide tipped version (TCT).
chip removal cannot be as perfect as with a Bormax® for example. For best results,
position the disc cutter on the edge of the workpiece so that the resulting circular ring is open at the side and chip ejection can be made laterally.
This trick will help your disc cutter to “keep a cool head” and will lead to a significantly longer service life. The WS tools (alloyed tool steel) are ideal for working in soft wood.
With the above mentioned trick, you can also use the disc cutter in European hard wood. For exotic hard wood we offer a carbide tipped version (TCT).

You will be amazed how dimensionally accurate your produced plugs are. We have the requirement that the produced plug corresponds in the hundredth millimetre range to the nominal size. However, this requires that the chuck you are using runs perfectly round. If this is not the case, plugs are produced which are not having exact sizes.


The FAMAG disc and plug cutters belong to the most dimensionally stable versions in the market - if they are not even the most accurate ever. If you have made a drilling with a Bormax®, you will be able to press in the plug which you have created with a FAMAG disc cutter only with your thumb. You don’t need to take a hammer or have any concerns that the plug might fall out of the hole. This product is manufactured in Remscheid and therefore a real “Made in Germany“ tool. Due to its unique selling points it belongs to the DELTA-F family of FAMAG.
- very proper wooden plugs are created as the FAMAG disc and plug cutters are fitted with taper taps
- high precision fitting accuracy due to exact CNC robot grinding and perfect concentricity of the tool
- perfect in combination with FAMAG cylinder boring bit such as Bormax®
Overview of the most important details:
| Product line | 1616 |
|---|---|
| Taper Tap | yes |
| Main Cutting Edges | 4 - 9 |
| Overall Length | 140 mm |
| SØ up to 35 mm | 13 mm |
| SØ from 36 mm | 16 mm |
| Effective Length | 70 mm |
| Material | Alloyed Tool Steel |
| Speed Ø 15 mm | 1.000 rpm |
| Packaging | Blister pack up to 35 mm |
| PU | 1 |

(to the Product)
Beside 30 individual diameters in metrical and 7 sizes in INCH, we have different sets in wooden cases in our range. The bestseller is certainly the set of 5pcs with Ø 15/20/25/30/35 mm. But also the set of 6pcs (Ø 15/20/25 mm), a combination of WS Bormax® (alloyed tool steel)/disc and plug cutter is very popular. For all boatbuilders we offer a set of 8pcs with the Ø 6/8/10 and 12 mm, including the disc and plug cutters in the mentioned diameters and our HSS-G brad point drill bits of product line 1594.

(to the Product)
Honestly, which cylinder boring bit would you us to drill out a knot? Right, the Bormax® prima (pilot guided) of the product line 1624. And why this article? Knots usually shrink much more than the surrounding wood. During drying and shrinkage, cracks often appear in the knot. If you want to drill out that knot with a common cylinder boring bit, the fixed and relatively small centre point can’t find the right hold. The result will not be very satisfying. Different with the Bormax® prima! You replace the mounted centre point by the pre-drill, which is included in the scope of delivery. This pre-drill protrudes so far from the Bormax® that a perfect guiding is guaranteed.

(to the Product)
And that’s exactly why we created a new set since 2019! The set of 6pcs (article no. 1629.306, Ø15/20/25 mm) includes three pcs. disc and plug cutters and three pcs. Bormax® prima. Each Bormax® is provided with a centre point. Additionally to that you find two pre-drills, which fit into all Bormax® prima bits, in the wooden case.

(to the Product)
We offer an additional TCT version (carbide tipped) of the plug cutters for the processing of especially hard woods. Seven different diameters from 15 mm up to 50 mm are available in our product range.

(to the Product)
The TCT Bormax³ prima fits ideally with our carbide tipped disc and plug cutter. It gives a perfect guidance when drilling out knots even in hardest woods. Like all Bormax® the TCT Bormax³ prima drill bits are dimensionally precisely matched to the disc cutters. This ensures a perfect fit that just makes friends!
(to the Product)